Page 1 of 2
Heavy ripples behind supportstructures
Posted: 01 Apr 2016, 07:32
by lme
Hi!
Every object I print that contains support structures shows a heavy rippled surface
in areas shielded by the support structure.
See attached pictures.
I think the support shields the print from the cold air from the printer's vents.
I already did some non successful experiments with the extrusion temperature.
Any ideas how to prevent the ripples?
Thank's
Lothar
Re: Heavy ripples behind supportstructures
Posted: 15 Apr 2016, 02:03
by lme
No ideas?
Anyone??
Re: Heavy ripples behind supportstructures
Posted: 15 Apr 2016, 09:29
by lonesock
I could sort the path order so the object goes down first, before the support. This would work when the support extruder was the same as the object extruder, and I could also sort the extruders to do the object extruder first when the "Extruder Ordering Optimization" is set to "Fixed Order (most cooling)". It would *not* work when set to "Reuse Latest (least time)".
As an interim fix, what happens if you increase the "XY Gap" under "Support / Object Interface"? Can you make the gap large enough that the cool air gets to the object face?
thanks,
Jonathan
Re: Heavy ripples behind supportstructures
Posted: 10 May 2016, 13:18
by lme
Jonathan,
thank you for the hints.
The XY Gap is set to 0.3 at the moment. I'll try to double that value and give it a test.
Sorting the print order sounds very nice.
Thank you!
Lothar
Re: Heavy ripples behind supportstructures
Posted: 15 May 2016, 08:57
by lme
I had some time to experiment with the XY-gap parameter now.
My standard setting was 0.3mm and now I tried 0.6mm and 1mm, too.
As a test object I printed a 3cm wide cylinder segment with 2mm thickness. The cylinder has a radius of 50mm.
This is very close to the object from the start of this thread.
Well - I think the XY gap parameter is not the solution.
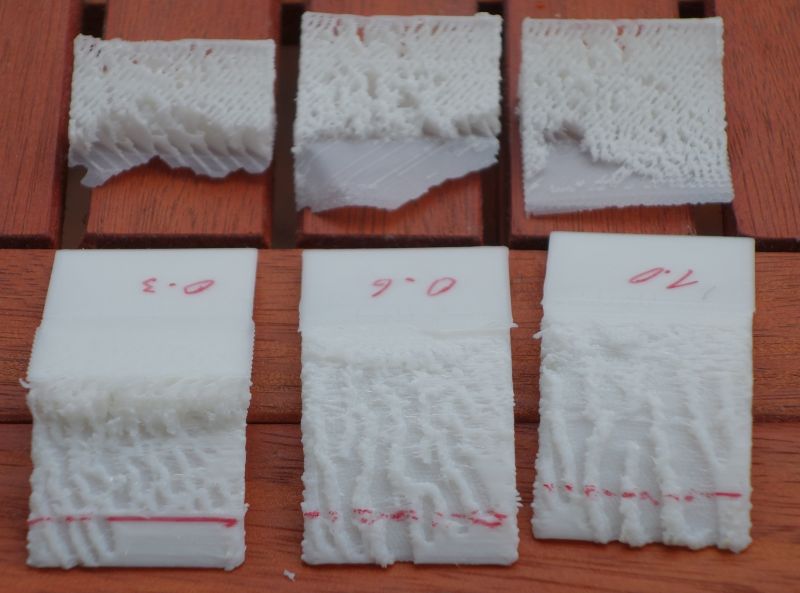
All three parts have been printed separately and on the same position of the print bed.
Pictures 1 and 2 show the parts out of the printer. The red line marks the upper end of the support.
From left to right: 0.3mm 0.6mm and 1.0mm gap
In pictures 3 and 4 the support is removed from the parts. Again from left to right 0.3 0.6 and 1.0.
I did not manage to remove the support completely from the 0.3mm example part.
Lothar

- Picture 1
- Support_1.jpg (58.57 KiB) Viewed 4316 times

- Picture 2
- Support_2.jpg (60.75 KiB) Viewed 4316 times

- Picture 3
- Support_3.jpg (96.41 KiB) Viewed 4316 times
- Picture 4
- Support_4.jpg (87.26 KiB) Viewed 4316 times
Re: Heavy ripples behind supportstructures
Posted: 15 May 2016, 09:19
by frozen.rabbit
you have to be printing too hot, just by looking at your prints, and your support structure when pulled away. Support should be much cleaner than that, without the blobs. On those little curved pieces, support should come off as a complete piece, not with chucks ripped out like that.
Post a pic or your nozzle? some nozzle shapes can tear up infill and support from the shape of the tip.
Re: Heavy ripples behind supportstructures
Posted: 16 May 2016, 08:07
by Dreide
In general, I wonder if it is such a good idea that XY gap even refers to surfaces that need support, because then, for non-flat surfaces that need support, XY gap interferes in a rather unclear way with Z gap.
Anyway, besides reducing extrusion temp and setting the cooling fan at max and making sure to not over-extrude, it could help to increase "Inflate support" and possibly use "Solid" support top layers (with "Z Gap">0), both with the goal of getting an as smooth as possible top surface of the support structure, so that, when extruding the first object layer, the extrusion is disturbed as little as possible by underlying irregularities.
Re: Heavy ripples behind supportstructures
Posted: 16 May 2016, 13:23
by lme
Today I tried reducing the temperature.
I set it to 180 degrees (15 degrees lower than the other prints above).
As you can see temperature does not seem to be the problem.

- Printed at 180 degrees. XY gap is 0.6mm. Again the red line is the top level of the support.
- Support_5.jpg (74.95 KiB) Viewed 4291 times
The coolant fans are set to 100% during infill and support printing and 45% (50%?) during perimeter print of each layer.
Over extrusion is not very likely, because I did some fiddling about that in the past and the ripples are missing material
rather than having too much of it.
Z Gap is set to 0.1 at the moment, "solid" is off and flow gain is set to 0.7.
I think I will do some tests with this parameters next.
Thank you for your hints and suggestions!
I'll report the results as soon as possible.
Lothar
Re: Heavy ripples behind supportstructures
Posted: 16 May 2016, 17:30
by frozen.rabbit
What do your no support prints look like?
Your support flow gain seems awful low. I run XY gap at 0.4, Z gap at 0.1, for 0.1mm layers with a flow gain of 0.95. My supports remove very easily, and the support structure is very consistent layer by layer without holes or blobs.
Re: Heavy ripples behind supportstructures
Posted: 16 May 2016, 23:13
by lme
Good morning!
My non-support prints are pretty good. Nice surface, close to perfect.
The problem only happens, when the print is shielded by the support structure.
I'll do some experiments with the z gap and the flow gain later this day.
Btw.: All the prints are 0.2mm layer height.
Lothar