I've done some of the built-in tuning (what I could figure out so far, I have a thread about that: viewtopic.php?f=11&t=2906&p=7793#p7793) and I've gotten a bunch of next to perfect prints, but I have one larger print that I just can't get. 3 sides, plus the top/bottom and inside surfaces are either very good or perfect, I'm very happy with them, and one detail on one side is doing this:
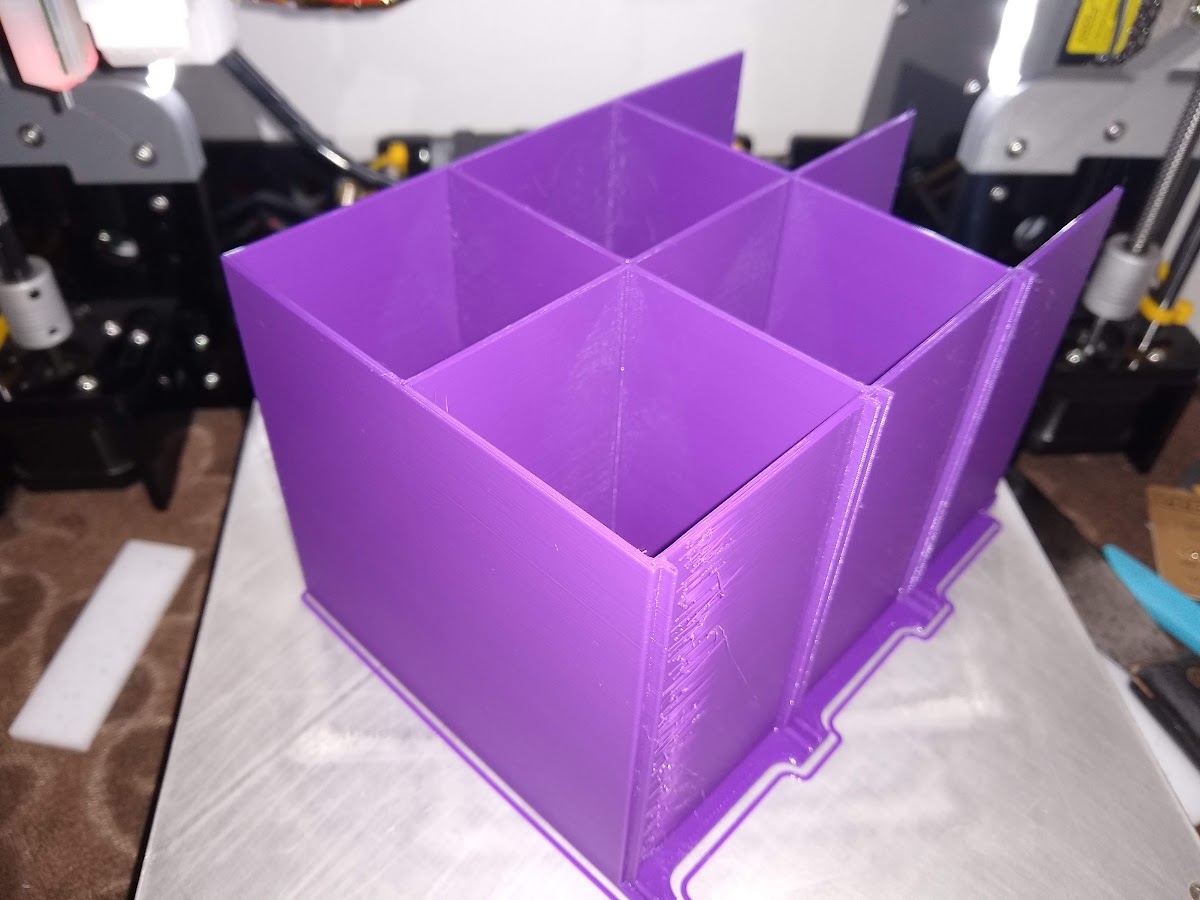

Here, a shot from the top, you can see that the wall is actually thinner in that spot, those are the outside layers of the wall not sticking to the part:

What is causing that/how do you fix it?
